从工艺上来说,拉丝工艺是将工件表面做出有规律的均匀的表面纹路,一般的拉丝纹有:细条纹状、圆圈状。
从运动上讲,拉丝工艺在设备上所做的是来往反复的运动,在生产上,拉丝采用专业拉丝工艺设备,

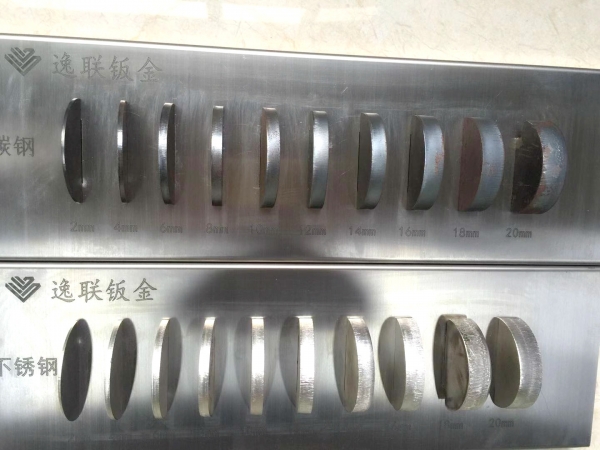
钣金不锈钢拉丝处理的注意事项
1、拉丝(磨砂):通常在不锈钢表面机械摩擦的方法加工处理后得到表面状态为直线的纹路(也叫磨砂),包括拉丝,和纹,波纹。
加工质量标准:纹路粗细深浅一致均匀,产品每一面的纹路根据设计和施工要求,自然美观,产品的弯位允许有轻微的不影响外观的絮乱纹路。
1拉丝的工艺处理:
(1) 不同型号的砂纸所形成的纹路也不一样,砂纸的型号越大,砂粒越细所形成的纹路也就越浅,反之, 砂纸
的型号越小,砂粒越粗所形成的纹路也就越深.因此在工程图面上必须注明砂纸型号.
(2) 拉丝具有方向性:工程图面上必须注明是直纹还横纹拉丝(用双箭头表示).
(3) 拉丝工件的拉丝面不能有任何凸起部分,否则会将该凸起部分拉平.
注: 一般情况下拉丝后须再作电镀,氧化等处理.如:铁材电镀, 铝材氧化.由于拉丝机的缺陷,小工件及工
件上有比较大的孔时,须考虑设计拉丝治具,以避免拉丝后,导致工件质量不良. 2拉丝机功能及注意事项:
在拉丝前须根据材料的厚度调整拉丝机至适当高度.
输送带速度越慢,研磨得越细,反之越粗.进给深度太大,则工件表面会烧伤,因此每次进给不应太多,应在0.05mm左右.
压筒的压力太小,会压不紧工件,工件受滚轮离心力作用被甩出来,压力太大会加大研磨阻力,影响研磨效果. 拉丝机有效拉丝宽度不超过600mm.如果长度方向大于600mm而宽度方向小于600mm则必须注意拉丝方向,因拉丝方向是沿材料进给方向.
诸城新金汇不锈钢有限公司拥有规格齐全的现货平台,常备各种规格的不锈钢卷材、不锈钢板材、不锈钢型材、不锈钢管材,连续多年销量持续增长,我们相信,诚实守信,质量为本,时刻把用户的利益放在心上,在国内多个省市赢得了众多客户的信赖。
您没技术,我们有强大的技术支持!
您没原材料,我们提供质量可靠的不锈钢、碳钢原材料!
您,只需了解我们
所有方案、技术、加工、成形、焊接、配送、统统由我们来解决!
让我们互利互惠,共同发展,合作共赢。

企业管理 技术分享 工艺介绍 行业资讯
不锈钢卷、板,不锈钢管材、型材,
文章来源:网络转载,进行修改,如有侵犯版权问题,请第一时间告知删除!